 Dịch
Dịch
Ứng dụng
ĐIỀU KIỆN KHI GIA CÔNG NHỰA TỪ HDPE
Điều kiện khi gia công nhựa từ HDPE là gì?
HDPE là một loại nhựa đặc biệt dày đặc, một phần tạo nên tính chất rất cứng của nó. Nó có thể chịu được nhiệt độ tương đối cao. Không bị ảnh hưởng bởi các hóa chất như xăng, hóa chất có khả năng làm tan chảy hoàn toàn các loại nhựa.
1.Ứng dụng trong cuộc sống:
HDPE dùng sản xuất vật chứa trong thiết bị làm lạnh, bình chứa, đồ gia dụng (đồ dùng nhà bếp), nắp bịt kín, đế cho chai PET, v.v. Ứng dụng chủ yếu là trong các ứng dụng đúc thổi (ứng dụng cho ngành đóng gói).
2. Điều kiện gia công ép phun của HDPE
| Sấy khô | Thông thường không cần thiết nếu được lưu trữ đúng cách. |
| Nhiệt độ nóng chảy | 180 – 280 C (356 – 536 F); đối với các loại có trọng lượng phân tử cao, phạm vi nhiệt độ nóng chảy được đề xuất là 200 – 250 C (392 – 482 F) |
| Nhiệt độ khuôn | 20 – 95 C (68 – 194 F) (nhiệt độ cao hơn đối với độ dày thành ~ 6 mm; nhiệt độ thấp hơn đối với độ dày thành lớn hơn 6 mm.) Tốc độ làm mát phải đồng đều để giảm thiểu biến động co ngót. Để có thời gian chu kỳ tối ưu, đường kính kênh làm mát ít nhất phải là 8 mm và phải nằm trong khoảng cách 1,3 d tính từ bề mặt khuôn (trong đó “d” là đường kính của kênh làm mát). |
| Áp suất phun vật liệu | 70 – 105 MPa |
| Tốc độ phun | Tốc độ phun cao được khuyến khích |
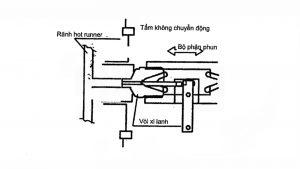
3. Kênh dẫn nhựa (runner) và cổng bơm (gate)
Đường kính của runner dao động từ 4 – 7,5 mm (thường là 6 mm). Chiều dài của runner nên càng ngắn càng tốt. Chiều dài của cổng không được vượt quá 0,75 mm.
4. Tính chất hóa học và vật lý
- Vật liệu này không bị phân nhánh và điều này có thể thực hiện được nhờ sử dụng các chất xúc tác đặc hiệu lập thể. Do tính đều đặn của phân tử, HDPE có mức độ kết tinh cao, khả năng chống thấm tốt hơn LDPE.
- Mức độ kết tinh cao hơn góp phần làm tăng mật độ, độ bền kéo, nhiệt độ biến dạng nhiệt, độ nhớt và khả năng kháng hóa chất cao hơn.
- Khi mật độ là 0,91 – 0,925 g/cm^3, vật liệu được gọi là Loại 1; Vật liệu loại 2 có mật độ trong khoảng 0,926 – 0,94 g/cm^3 và vật liệu loại 3 có mật độ trong khoảng 0,94 – 0,965 g/cm^3.
- Vật liệu chảy dễ dàng và MFR nằm trong khoảng từ 0,1 – 28. Trọng lượng phân tử cao hơn (loại MFR thấp hơn) có khả năng chống va đập tốt hơn.
- Là vật liệu bán kết tinh nên độ co ngót của khuôn cao (từ 0,015 – 0,04 mm/mm hoặc 1,5 – 4%). Điều này phụ thuộc vào mức độ định hướng và mức độ kết tinh.
- HDPE hòa tan trong hydrocacbon ở nhiệt độ lớn hơn 60 C, nhưng khả năng chống chịu của những vật liệu này lớn hơn so với LDPE.

Gia công nhựa từ HDPE cần sự khéo léo
HDPE có tỷ lệ co rút đáng kể vì vậy việc tính toán tỷ lệ co ngót có thể khó khăn.
Bài viết liên quan: Nhựa và các đặc tính của nhựa, gợi ý nhiệt độ sấy phù hợp
Thông tin liên hệ: Hikari Việt Nam:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd