 Dịch
Dịch
Ứng dụng
Các khuyết tật sản phẩm nhựa do vận tốc phun gây ra
CÁC KHUYẾT TẬT DO ẢNH HƯỞNG CỦA VẬN TỐC PHUN GÂY RA:
- Hiện tượng tạo bọt khí
- Sản phẩm bị biến màu
- Bề mặt không tồn tại bề mặt gần cổng phun
1. Khái niệm về vận tốc phun
Vận tốc phun là vận tốc điền khuôn khi trục vit tác động giống như một piston. Vận tốc điền khuôn sản phẩm mỏng phải nhanh để điền đấy trước khi nhựa đông đặc. Vận tốc điền khuôn sản phẩm dày phải chậm hơn để tạo bề mặt sản phẩm tốt.
2. Tầm quan trọng của vận tốc phun:
Tốc độ phun quyết định khả năng vật liệu điền đầy khuôn. Đảm bảo tính đồng nhất của vật liệu tại vị trí điền đầu tiên đến vị trí sau cùng trong lòng khuôn. Các vùng chịu ảnh hưởng bởi tốc độ phun là: vùng xung quanh cổng phun, phần thành giao nhau và phần khuôn điền đầy sau cùng.
3. Các ảnh hưởng của vận tốc phun tới sản phẩm nhựa
Phun với vận tốc quá cao:
- Sự biến dạng của sản phẩm sẽ khác nhau khi phun với vận tốc quá cao qua các thành phần khác nhau trong lòng khuôn
- Phun với vận tốc cao đòi hỏi lực kẹp khuôn lớn, dẫn đến khả năng thoát khí kém qua đường phân khuôn
- Phun qua cổng phun với tốc độ cao sẽ gây ra hiện tượng phun tia, làm cho dòng chảy rối và bề mặt sản phẩm gần cổng phun xấu.
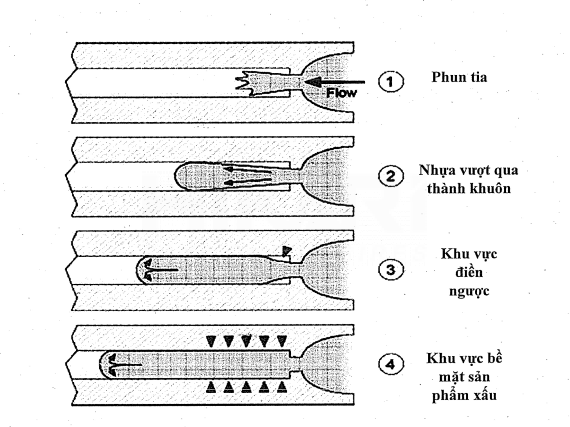
Phun với tốc độ quá cao qua cổng phun
Để tránh hiện tượng tập trung bọt khí cũng như để sản phẩm điền khuôn có chất lượng tốt mà không kéo dài thời gian điền khuôn, cài tốc độ phun ở các vùng khác nhau. Với các sản phẩm thành mỏng thì phải phun với tốc độ phun nhanh nhất có thể tránh hiện tượng không điền đầy khuôn do nguyên liệu nguội.
Tốc độ phun của chi tiết có thành mỏng
Việc thay đổi tốc độ phun không phải là có kết quả ngay vì còn phụ thuộc vào quán tính của trục vít. Vì những lý do trên nên cần cài tốc độ phun theo các vùng như sau:
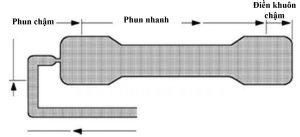
Tốc độ phun từng vùng
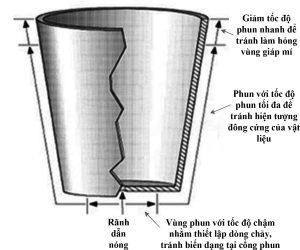
Giảm tốc độ ép phun ở giai đoạn đầu của quá trình ép nhằm:
- Giảm sự biến dạng khuôn
- Giảm khuynh hướng nhiễu trước khi bơm
- Giảm những vết mờ (không sáng) ở vùng cuống phun hay cổng nhựa
Giảm tốc độ ép phun ở cuối giai đoạn ép nhằm:
- Có thể giảm lực kẹp khuôn
- Bảo đảm có một sự chuyển đổi chính xác hơn
- Cải thiện sự thoát khí trong khuôn do sẽ làm giảm sự nén ép khí trong sản phẩm
4. Vận tốc quay trục vít
Vận tốc quay trục vít là số vòng trục vít quay trong 1 phút (n) lúc lấy nhựa (keo). Vận tốc quay trục vít bằng chiều dài một vòng trục vít (chu vi trục vít) quay trong một phút nhân cho số vòng quay:
V= 60*d*pi*n
Trong đó:
V: Vận tốc quay trục vít (mm/s)
d: Đường kính trục vít (mm)
n: Số vòng quay trục vít trong một phút (vòng/ phút)
Hỗn hợp nhựa được dẻo hóa đến nóng chảy bởi sự quay của trục vít. Nếu vận tốc quay quá lớn thường dẫn đến:
- Sự nóng chảy có thể bị giảm cấp bởi nhiệt (nội sinh)
- Cắt đứt chất gia cường sợi thủy tinh (nếu có sử dụng)
- Làm tăng sự mài mòn giữa nòng xylanh và trục vít
Nên điều chỉnh vận tốc quay trục vít phù hợp với quy trình phun để có độ đồng đều và giảm thời gian nhựa lưu tại vùng đầu nòng.
Vận tốc quay tối đã khoảng gần 100mm/s dùng cho vật liệu nhạy nhiệt và khoảng gần 1000mm/s cho những vật liệu có độ nhớt cao.
Việc sử dụng tốc độ trục vít tối đa không nên dùng cho hỗn hợp nhựa có chứa các chất phụ gia như bột màu hay chất làm chậm cháy vốn rất nhạt với áp suất trượt.
5. Vận tốc đóng mở khuôn
Vận tốc đóng mở khuôn là thời gian cần đóng – mở tất cả các phần khuôn.
Cần cài đặt vận tốc bắt đầu mở khuôn và cuối giai đoạn đóng khuôn tương đối chậm để tránh biến dạng bề mặt khuôn do va đập.
Xem phần tiếp theo tại đây
——————————————————————
Hikari Việt Nam – Cung ứng tổng thể giải pháp ngành công nghiệp hỗ trợ đặc biệt là ngành Ép phun và khuôn mẫu chính xác
Thông tin liên hệ: Hikari Việt Nam:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd
——————————————————————
Hikari Group
- Hotline: 0243 311 3998 / website: www.hikarivn.com
- Fanpage: Hikari Group
- Youtube: https://www.youtube.com/channel/UCzvOyqukFqYwgt8e3-hE4wA
Hikari P&T: Tầng 5, tòa nhà Tomeco – Số 53, đường Nguyễn Xiển, Thanh Xuân, Hà Nội :https://hikarivn.com.vn
Hikari A&E: KCN Lai Xá, Kim Chung, Hoài Đức, Hà Nội (Dịch vụ kỹ thuật): https://hikariae.com
Hikari Tp Hồ Chí Minh: 64E, Đường 27, KP5, Hiệp Bình Chánh, Quận Thủ Đức, TPHCM: https://hikarihcm.com