 Dịch
Dịch
Ứng dụng
CHUẨN BỊ CHO MÁY ÉP NHỰA HOẠT ĐỘNG
Giáo trình thực tập công nghệ nhựa – Chương 3: Chuẩn bị cho máy ép nhựa hoạt động
Chuẩn bị cho máy ép nhựa hoạt động mang ý nghĩa rất quan trọng. Tuân thủ quy trình để đảm bảo chất lượng sản xuất và tính an toàn lao động.
* Chú ý an toàn trước khi vận hành máy ép nhựa
- Kiểm tra các cữ hành trình cửa còn hoạt động tốt hay không?
- Đầu phun máy ép sẽ được gia nhiệt để làm nóng chảy nhựa, nên phải che đậy cẩn thận
- Không mở nắp phễu cấp liệu khi đang mở máy sấy nhựa
- Không đứng lên các xylanh-piston
- Không được cho các vật liệu lạ, nhựa tái chế có kích thước lớn hơn hạt nhựa vào phễu.

3.1 CẤP NGUỒN.
Bước đầu tiên khi chuẩn bị cho máy ép nhựa hoạt động là nguồn điện. Máy cần được kết nối đúng với khu vực cấp nguồn điện. Hệ thống nguồn điện của máy được thiết kế theo từng đặc điểm kỹ thuật nguồn điện quốc gia khác nhau và yêu cầu của khách hàng. Chắc chắn rằng sử dụng đúng nguồn điện và cáp điện được kết nối đúng cho máy hoạt động bình thường. Điều này sẽ tránh bất kì sự cố nào của máy do ngắn mạch của bộ điều khiển.
3.1.1 Thao tác khởi động động cơ
Thao tác khởi động động cơ điện như sau:
(1) Công tắc tổng của nhà máy được bật
(2) Tất cả công tắc trong tủ điện được bật.
(3) Bật nút nguồn của bảng điều khiển. Nhấn nút một lúc đến khi màn hình hiển thi mở.
(4) Chế độ bằng tay, hệ thống khởi động ngay khi nhấn nút MOTOR START

3.1.1 Kiểm tra hướng quay của động cơ.
Việc kết nối nguồn điện nên tương ứng với hướng quay của động cơ. Sau khi động cơ khởi động, kiểm tra xem hướng quay của trục động cơ có theo hướng mũi tên hay không. Trong trường hợp động cơ quay không đúng hướng, đổi hai dây bất kì của dòng ba pha R.S.T. Khi bắt đầu vận hành máy ngày đầu tiên, giữ cho động cơ chạy khoảng ít nhất 5 phút sau đó bắt đầu chạy máy.
3.2 KIỂM TRA HỆ THỐNG CẤP DẦU THỦY LỰC
Máy ép phun nhựa sử dụng loại dầu thủy lực. Vì vậy đó là điều quan trọng để lựa chọn và sử dụng dầu thủy lực có hiệu quả tốt nhất. Đặc trưng của dầu thủy lực tốt bao gồm: độ bền nén dẻo dai, độ nhớt thích hợp, độ ổn định tuyệt vời và hiệu quả bôi trơn tối ưu. Không nên sử dụng dầu thủy lực không hợp lí và không ổn định, nếu không máy chạy có thể làm tổn hại đến các bộ phận của hệ thống thủy lực.
Cần chú ý đến các gợi ý sau:
(1) Hoạt động đầu tiên trước khi vận hành máy, mở nắp thùng dầu và thêm lượng dầu thích hợp đạt đến mức dầu cao nhất được chỉ bởi cảm biến dầu.
(2) Trước khi điền đầy dầu, chắc chắn dung tích thùng dầu chính xác cho mỗi model máy và điền đầy dung tích dầu thủy lực thích hợp vào thùng dầu.Vị trí rót dầu: Mở tấm ngoài của khung máy nằm bên dưới bộ thùng, miệng rót dầu có thể được tìm thấy bên duới tấm. Mở nắp thùng dầu và điền đầy dầu thủy lực vào trong thùng.
(3) Kiểm tra cặn dầu ba tháng một lần có vượt quá giá trị chuẩn hay không. Nếu có, thay dầu mới ngay lập tức để chắc chắn máy luôn hoạt động tốt.
(4) Trong khi máy hoạt động, khoảng nhiệt độ nên nằm trong giới hạn khoảng 400C – 500C. Nếu nhiệt độ vượt quá giá trị cài trước (ví dụ: nhiệt độ lớn hơn 600C) sẽ bật đèn báo động để máy dừng chạy.
(5) Dầu thủy lực thích hợp sử dụng là: American ESSO-68 hoặc độ nhớt dầu tương ứng ở mức 68.
(6) Không sử dụng bất kỳ loại dầu thủy lực nào khác.
3.3 CÁC BƯỚC KIỂM TRA MỨC DẦU, MỨC NƯỚC
- Kiểm tra mức dầu bôi trơn
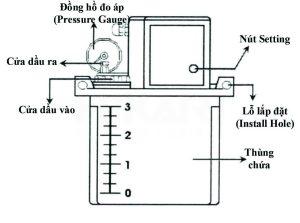
Hình ảnh bình chứa dầu bôi trơn
- Kiểm tra mức dầu thủy lực
- Kiểm tra mức nước làm mát trong tháp giải nhiệt
3.3.1 Chỉ dẫn vận hành thiết bị nạp dầu.
(1) Phễu dầu nối với một máy bơm và thêm mới dầu.
(2) Thường xuyên kiểm tra mức dầu có sẵn trong thùng dầu, để tránh các hư hỏng của máy bơm do chạy không.
(3) Kiểm tra lưới phễu dầu và bồn chứa dầu định kỳ. Nếu có tìm thấy bất kỳ bụi bẩn hay tạp chất nào bên trong bồn dầu, làm sạch ngay lập tức
| Dung tích | Dung lượng đầu ra | Áp lực đầu ra | Thời gian bôi trơn | Thời gian nghỉ |
| 2L | 120cc/min | 8kg/cm2 | – | – |
| Điện thế | Dòng điện | Motor | Output Caliber | Nặng |
| 110V 230V | 0.9A | 57KW | 4φ/6φ | 2kg |
3.4 KIỂM TRA CÁC THIẾT BỊ AN TOÀN.
Bước tiếp theo khi chuẩn bị cho máy ép nhựa hoạt động là kiểm tra các thiết bị an toàn. Bộ phận này được cài đặt các thiết bị thủy lực và điện tử an toàn được ăn khớp nhau để củng cố an toàn cá nhân (minh họa bên dưới). Kiểm tra hai thiết bị này thường xuyên để hoạt động bình thường. Các người vận hành cần chú ý các gợi ý sau đây:
(1) Sau khi khởi động máy, nhấn nút EMERGENCY STOP và kiểm tra động cơ điện hoặc máy bơm có ngừng chạy ngay lập tức hay không và tất cả các chuyển động có ngưng ngay lập tức không.
(2) Thiết bị an toàn điện: Trong khi khuôn đang kẹp chặt, mở cửa an toàn. Ngay lúc đó cửa an toàn và công tắc giới hạn sẽ được tách ra và báo động được kích hoạt. Kiểm tra xem khuôn đang kẹp chặt có dừng lại lập tức hay không sau khi mở cửa an toàn.
(3) Thiết bị an toàn thủy lực: Trong khi khuôn đang kẹp chặt, mở cửa an toàn ra. Khi cửa an toàn chạm vào van an toàn thủy lực, kiểm tra xem khuôn đang kẹp chặt có dừng ngay lập tức hay không.

Hình 3.3 Vị trí công tắc hàn trình và cảm biến tiệm cận
3.5 MÔ TẢ CÔNG TẮC HÀNH TRÌNH VÀ CẢM BIẾN TIỆM CẬN
| ĐỐI TƯỢNG | MÔ TẢ |
 |
(1) Tên: Bộ chuyển đổi tuyến tính (cho bộ phận kẹp chặt).(2) Vị trí: Giữa trục khủy và tấm điều chỉnh khuôn. |
 |
(1) Tên: Công tắc hành trình thủy lực (cho cửa an toàn trước).(2) Vị trí: Bên trong khung máy bên dưới cửa an toàn phía trước. |
|
|
(1) Tên: Công tắc hành trình điện (cho cửa an toàn trước).(2) Vị trí: Bên trong hộp điều khiển của bảng điều khiển hoạt động. |
|
|
(1) Tên: Cảm biến khoảng cách (Cho vòi phun tiến/lùi).(2) Vị trí: Đặt phía trước tấm phun. |
|
|
(1) Tên: Công tắc hành trình (Cho điều chỉnh khuôn tịnh tiến).(2) Vị trí: Đặt phía trước của trục cuốn điều chỉnh khuôn. |
|
|
(1) Tên: Công tắc hành trình (Cho điều chỉnh khuôn, lùi lại).(2) Vị trí: Đặt sau trục cuốn điều chỉnh khuôn. |
|
|
(1) Tên: Bộ chuyển đổi tuyển tính (cho bộ phận phun).(2) Vị trí: Đặt bên cạnh các xy lanh thủy lực phun. |
|
|
(1) Tên: Cảm biến tiệm cận (Cho số vòng quay trục vít).(2) Vị trí: Đặt trên lớp bảo vệ của ổ đỡ ngoài. |
|
|
(1) Tên: Cảm biến khoảng cách (Cho trục khủy).(2) Vị trí: Nằm trên bộ phận trục khủy. |
|
|
(1) Tên: Công tắc hành trình (Gần cửa an toàn).(2) Vị trí: Bên trong khung máy nằm bên dưới cửa an toàn phía sau. |
|
|
(1) Tên: Bộ chuyển đổi tuyến tính và cảm biến khoảng cách (Cho ép phun)(2) Vị trí: Bên ngoài xy lanh phun thủy lực và cố định trên tấm di động |
|
|
(1) Tên: Công tắc hành trình (Gần cửa an toàn)(2) Vị trí: Nằm trên vách ngăn phía sau |

3.6 KIỂM TRA PHẦN NẰM NGANG.
Trong quá trình hoạt động, bệ di động là một trong những bộ phận nặng và phải di chuyển thường xuyên với quán tính cao. Để duy trì độ ổn định tốt hơn, một trong các bước chuẩn bị cho máy éo nhựa hoạt động là các trục ngang của máy nên được liên kết một cách cẩn thận trước khi vận hành. Điều này đảm bảo giảm thiểu nguy cơ gây tổn hại các bộ phận và quá trình sản xuất nhịp nhàng.
(1) Chắc chắn rằng mặt đất để lắp máy được giữ phẳng, sạch. Tăng cường kết cấu bê tông và không có đá hoặc giấy vụn để lại
(2) Nền móng và bộ giảm chấn được lắp đặt hoàn thành phía dưới của máy ép phun.
(3) Đảm bảo khoảng cách giữa bệ khuôn cố định và di động là khoảng cách nhỏ nhất của bề dày khuôn.
(4) Điều chỉnh bộ giảm chấn ở phía máy hoạt động và đảm bảo bọt khi trên chất lỏng nằm ở vị trí trung tâm. Sau đó di chuyển mức chất lỏng đến phần phía sau, đối diện với bên hoạt động, lặp lại hành động nói trên và đảm bảo rằng bong bóng khí trên mực chất lỏng cũng ở vị trí trung tâm.
(5) Đặt mực chất lỏng vào khung máy bên chỗ hoạt động và lặp lại các bước số 5 để bọt khí nằm ở vị trí trung tâm. Điều chỉnh các bước mô tả số 5 và 6 là các bước làm phẳng mặt bằng chính.
(6) Lặp lại các bước số 5 và 6 nói trên nhiều lần. Đến khi phần nằm ngang của máy nhỏ hơn hoặc bằng 0,16 mm/m và phần dọc của máy gần bằng hoặc dưới 0,2 mm/m.
(7) Sau một thời gian vận hành, các phần nằm ngang của máy có thể bị lệch do rung động. Lặp lại công việc điều chỉnh phần nằm ngang là công việc cần thiết để đảm bảo máy hoạt động chính xác.
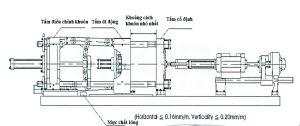
Hình 3.4 Tổng thể bề ngang của máy
Chúng tôi hi vọng sẽ nhận được các phản hồi và thảo luận của bạn đọc để bài viết “Chuẩn bị cho máy ép nhựa hoạt động” được hoàn thiện hơn.
Hikari Việt Nam – trang thông tin hữu ích về sản phẩm và kiến thức chuyên ngành nhựa
Thông tin liên hệ:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd
———————————————————————
Hikari Group:
Hotline: 0243 311 3998 / website: www.hikarivn.com
Fanpage: Hikari Group
Youtube: https://www.youtube.com/channel/UCzvOyqukFqYwgt8e3-hE4wA
Hikari P&T: Tầng 5, tòa nhà Tomeco – Số 53, đường Nguyễn Xiển, Thanh Xuân, Hà Nội : https://hikarivn.com.vn
Hikari A&E: KCN Lai Xá, Kim Chung, Hoài Đức, Hà Nội (Dịch vụ kỹ thuật): https://hikariae.com
Hikari Tp Hồ Chí Minh: 64E, Đường 27, KP5, Hiệp Bình Chánh, Quận Thủ Đức, TPHCM: https://hikarihcm.com.
#chuanbimayepnhua #vanhanhmayepnhua #giaotrinhepphunnhua