 Dịch
Dịch
Ứng dụng
CÁC THÔNG SỐ THIẾT KẾ KHUÔN NHỰA (PHẦN 2)
Bạn đọc có thể xem lại bài viết “Các thông số thiết kế khuôn nhựa phần 1”tại đây
6. Độ cứng của khuôn
Để máy đúc đạt kết quả cao nhất, khuôn cần phải đủ cứng để ngăn không bị biến dạng hoặc võng bởi lực phun. Mặc dù có nhiều cách tính toán độ bền của khuôn, nhưng hầu hết sự tính toán độ bền phụ thuộc vào kinh nghiệm thực hành.
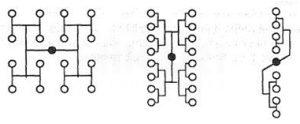
Một vấn đề thường gặp đối với khuôn sử dụng lần đầu là gây ba via do bị võng ở tấm đỡ sau. Dưới đây là minh họa việc tấm đỡ sau bị ảnh hưởng do áp lực phun ngay sau khi phun. Khi làm khuôn, tấm đỡ sau cần phải đủ cứng để chịu được áp lực phun lớn. Với những khuôn đang dùng thì có thể thêm vào một (hoặc nhiều) tấm đỡ giữa tấm đỡ sau và tấm đáy chuyển động và những tấm đỡ này không ảnh hưởng đến tấm đẩy.
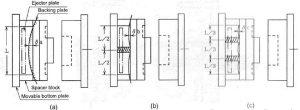
Không có tấm đỡ Tấm đỡ trung tâm 2 tấm đỡ
Giả sử áp lực phun với số liệu như trên được đưa vào không gian “ L” giữa hai miếng nệm, bị võng tại điểm chính giữa là δ khi không có tấm đỡ:
(a) δ a = δ a x 0.4 | δ a = δ a x 0.23
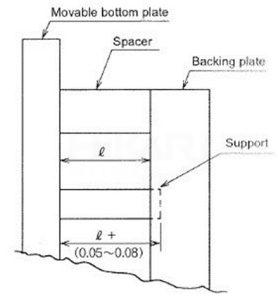
Điểm chú ý khi đưa tấm đỡ vào là cần xác định chiều dài của tấm đỡ: ℓ+0.05 ~0.08 bằng cách xem xét lực nén, trong đó ℓ là độ dày của nêm.
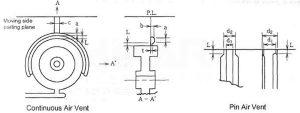
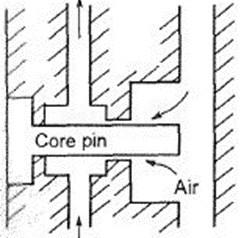
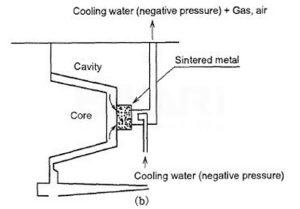
7. Lỗ thông khí
Thông số thiết kế khuôn nhựa tiếp theo là lỗ thông khí. Để có tốc độ phun cao, cần giải phóng khí thật nhanh khỏi khoang trong quá trình phun.
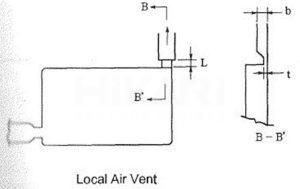
Lượng khí đẩy ra ngoài không thích hợp trong khi phun tốc độ cao sẽ gây ra bọt khí và thiếu nhựa. Lỗ thông khí nên đặt tại cuối sản phẩm, tại đó sự đông nhựa chảy diễn ra sau cùng và được thiết kế thích hợp để không để nhựa chảy vào (vì như thế sẽ xảy ra ba via).
|
Kích thước |
Tiêu chuẩn (mm) |
Ghi chú |
|
a |
3 ~ 10 |
Chiều rộng của lỗ thông khí liên tục |
|
b |
0.5 ~ 2 |
Chiều sâu của rãnh |
|
c |
3 ~ 10 |
Độ rộng của rãnh |
|
L |
1.5 ~ 2.5 |
Đất rãnh |
|
t |
0.008 ~ 0.04 |
Độ sâu của lỗ khí |
| d1-d2 | 0.008 ~ 0.04 |
Sự thông thoáng của lỗ khí |
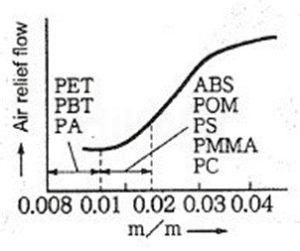
Vị trí và kích thước của lỗ thông khí có thể được đưa ra tại khâu thiết kế khuôn. Việc kiểm tra khuôn lặp đi lặp lại là cần thiết để xác định lỗ khí tối ưu vì tần suất nhựa chảy khác nhau với vị trí cổng và tốc độ phun. Kích thước “t” và “d2 – d1” nên được cài đặt với giá trị nhỏ tương đối tại giai đoạn thiết kế đầu tiên. Độ dính của nhựa chảy cũng ảnh hưởng đến chúng.
Sơ đồ sau là mối quan hệ giữa độ sâu của lỗ khí và tỉ lệ khí thải ra.
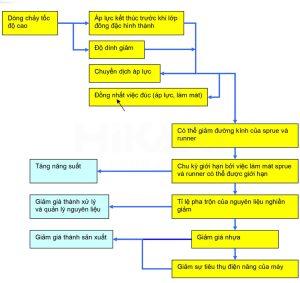
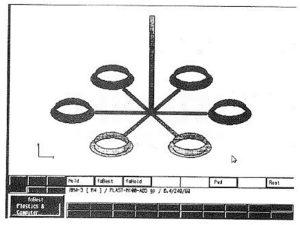
Sprue/runner dẫn nhựa chảy từ vòi tới mỗi cổng có chức năng chính là duy trì dộ lỏng của nhựa. Nhựa được đẩy ra bắt đầu được làm nguội ngay sau khi ra khỏi vòi và đông đặc nhanh chóng.
Thông qua việc sử dụng tốc độ phun cao để ép sprue runner trước khi lớp đông đặc được hình thành, nhựa bị ép chảy vào mỗi khoang mang theo sự chuyển dịch áp suấ thích hợp. Tốc độ phun cao cũng tạo ra độ dính thấp do ảnh hưởng bị đứt gãy khiến dòng chảy dễ dàng hơn. Dưới đây là sơ đồ được miêu tả ở trên.
8. Giảm bán kính sprue runner
Cần chú ý những vấn đề sau khi quyết định bán kính của sprue runner
- Khả năng của khuôn
- Nó phụ thuộc vào hoạt động phun tốc độ cao
- Độ bền của khuôn đủ lớn trước việc nhả khuôn
- Trong hầu hết các trường hợp, kích thước tối ưu của sprue runner phụ thuộc vào tình trạng phun tốc độ cao.
9. Cân bằng runner và cân bằng cổng
Có 2 loại sắp xếp runner như sau:
- Runner với khoảng cách bằng nhau trong đó tất cả các khoang có khoảng cách bằng nhau từ sprue đến đoạn chảy nhựa
- Runner với khoảng cách không bằng nhau: Trong tất cả các khoang có khoảng cách không bằng nhau.
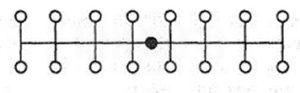
Sắp xếp runner với khoảng cách bằng nhau
- Đối với sắp xếp với khoảng cách không bằng nhau, việc thiếu nhựa dễ xảy ra với khoang xa cổng. Cần phải điều chỉnh lại bằng phương pháp B.G.V (giá trị cân bằng cổng). Trong phương pháp này, khoảng giá trị cho đúc cân bầng rất hẹp do sự khác nhau của tốc độ phun ảnh hưởng đến tần suất chảy của nhựa. Việc sắp xếp runner với khoảng cách bằng nhau là cần thiết, nhất là trong đúc chính xác.
- Vấn đề quan trọng nhất với việc cân bằng cổng khi sắp xếp khoảng cách runner không bằng nhau là ngăn sự dừng lại của nhựa chảy. Nếu nhựa dừng lại tại những khu vực không được phép như cổng, nhựa sẽ đông lại nhanh chóng tại phần đó = > gây ra thiếu nhựa và làm biến dạng kích cỡ sản phẩm. Để giải quyết vấn đề này thì cần chú ý đến:
+ Tạo ra dòng chảy nhựa tốc độ cao để tối giảm sự khác nhau về thời gian trước khi kết thúc áp lực trong khoang
+ Điều chỉnh phù hợp cho tốc độ phun để có sự cân bằng trong các runner có khoảng cách không bằng nhau
Áp dụng sự sắp xếp các runner có khoảng cách bằng nhau không phải lúc nào cũng giúp cho khoang được phun đầy một cách đồng nhất. Tham khảo ảnh phía dưới. Đây là một nhánh trong runner có khoảng cách bằng nhau trong khuôn trong suốt bị mất cân bằng.
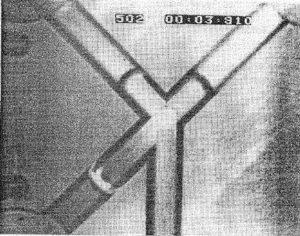
Dòng nhựa chảy tại nhánh của runner (Nhựa: Polystyrene)
(Trích từ Seisan Kenkyu Số 11, Tập 46)
Đối với việc đúc đa khoang đặc biệt chính xác như thấu kính cần phải ngăn không bị mất cần bằng dòng nhựa chảy.
Phần 3 “Các thông số thiết kế khuôn nhựa” sẽ tiếp tục được cập nhật tại mục “Ứng dụng”
Hikari Việt Nam – trang thông tin hữu ích về sản phẩm và kiến thức chuyên ngành nhựa
Thông tin liên hệ:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd
———————————————————————
Hikari Group:
Hotline: 0243 311 3998 / website: www.hikarivn.com
Fanpage: Hikari Group
Youtube: https://www.youtube.com/channel/UCzvOyqukFqYwgt8e3-hE4wA
Hikari P&T: Tầng 5, tòa nhà Tomeco – Số 53, đường Nguyễn Xiển, Thanh Xuân, Hà Nội : https://hikarivn.com.vn
Hikari A&E: KCN Lai Xá, Kim Chung, Hoài Đức, Hà Nội (Dịch vụ kỹ thuật): https://hikariae.com
Hikari Tp Hồ Chí Minh: 64E, Đường 27, KP5, Hiệp Bình Chánh, Quận Thủ Đức, TPHCM: https://hikarihcm.com.
#thongsothietkekhuonnhua #cautrucvonglammat #giaotrinhthuctapepphun #giaotrinhepphunnhua #giaotrinhepnhua #maGH NGHfZTrxayepnhua