 Dịch
Dịch
Ứng dụng
LỖI ĐƯỜNG HÀN (MELT LINE) – PHÂN TÍCH NGUYÊN NHÂN VÀ CÁCH KHẮC PHỤC
Đường hàn (melt line) là một trong số những lỗi phổ biến trong ép phun nhựa. Cách nhận biết lỗi đường hàn, nguyên nhân và cách khắc phục lỗi đường hàn là gì. Trong bài viết dưới đây chúng ta sẽ cùng trao đổi về vấn đề này.
-
Quá trình hình thành đường hàn
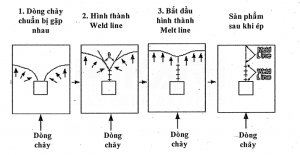
Lỗi đường hàn (melt line) thường được hình thành bởi hai hay nhiều đường vật liệu nóng chảy tránh vật cản và gặp lại nhau. Những nguyên nhân của đường hàn là thiết kế của sản phẩm làm dòng chảy của nhựa tách ra và khi gặp lại nhau gây ra đường hàn, hoặc do khả năng dòng chảy của vật liệu nóng chảy kém, có lẫn không khí,…
VD: Hình thành meltline và weltline do bố trí cổng phun không hợp lí
Loại lỗi |
Yếu tố |
Nguyên nhân và cách khắc phục |
Đường hàn |
Vật liệu nhựa |
(1) Vật liệu có lẫn tạp chất hoặc các vật liệu phế thải khác -> Kiểm tra lại vật liệu ban đầu |
| (2) Khả năng chảy lỏng của vật liệu kém -> Sử dụng phụ gia hoặc thay đổi vật liệu khác |
||
| (3) Nguyên liệu không được sấy khô hoàn toàn và còn chứa khí gây ra đường hàn -> Sấy khô nhựa hoàn toàn |
||
| (4) Tình trạng nóng chảy của vật liệu không tốt -> Tăng nhiệt độ của vật liệu, áp suất ngược hoặc tốc độ vòng của trục vít |
||
Thông số ép |
(1) Nguyên liệu không nén tốt vì áp suất ngược kém -> Tăng áp suất ngược |
|
| (2) Dòng chảy vật liệu chậm do không đủ tốc độ phun hoặc áp suất phun -> Tăng tốc độ phun hoặc áp suất phun |
||
| (3) Nhiệt độ khuôn quá thấp nên có thể gây ra đường hàn khi vật liệu nóng chảy chảy vào vị trí điền đầy cuối cùng -> Tăng nhiệt độ khuôn |
||
| (4) Vật liệu nguội bị kẹt ở phía đầu barrel có thể gây ra đường hàn -> Tăng nhiệt độ của chu kỳ ép thứ hai |
||
| (5) Không làm sách chất trợ tháo khuôn sau khi sử dụng -> Nên hạn chế sử dụng chất trợ tháo khuôn |
||
| (6) Nhiệt độ vật liệu quá thấp và khả năng chảy lỏng kém -> Tăng nhiệt độ Barrel |
||
Khuôn |
(1) dường kính của cổng phun hoặc cuống phun quá nhỏ và áp suất phun cần đáp ứng cao hơn -> Tăng đường kính của cả cổng phun và cuống phun |
|
| (2) Việc thiết kế hệ thống thoát khí được thiết lập đúng cách để khí sinh ra khi phun vật liệu nóng chảy vào trong khuôn được thoát ra ngoài hoàn toàn -> Rửa sạch bụi bao phủ trên lỗ thoát khí hoặc cải thiện thiết kế ban đầu |
||
| (3) Đường hàn ở gần cổng phun -> Thay đổi vị trí của các cổng phun (Xem VD ở dưới) |
||
| (4) Hệ thống cấp nước làm nguội không hợp lý, nhiệt độ quá thấp -> Cải thiện thiết kế hệ thống cấp nước làm mát |
||
| (5) Vị trí của các cổng phun không hợp lý -> Cải thiện thiết kế càng sớm càng tốt |
||
| (6) Cổng phun được thiết kế để vào nhựa ở bên cạnh mỏng của khuôn; vật liệu bị nguội khi tan chảy đến vị trí cuối cùng trước khi điền đầy và tạo ra đường hàn -> Thay đổi vị trí của hệ thống cổng phun |
||
Máy ép |
(1) Tốc độ phun không đủ và vật liệu đã nguội xuống trước khi phun xong -> Tăng tốc độ phun |
|
| (2) Kích thước barrel quá nhỏ, công suất nạp không đủ và tỷ lệ phun là quá thấp, đường hàn sẽ xuất hiện ở gần cuối sản phẩm -> Thay thế bộ barrel |
||
| (3) Áp suất phun không đủ để vật liệu nóng chảy -> Tăng áp suất phun |
||
Thiết kế sản phẩm |
Thiết kế sản phẩm quá phức tạp và dẫn dòng chảy nhựa có nhiều điểm thay đổi, gây ra đường hàn -> Thiết kế sản phẩm phải được đơn giản hó ngay từ đầu để thành phẩm đạt chất lượng tốt |
Ngoài lỗi đường hàn, sự co rút của nhựa, lỗi bavia, lỗi vệt đen,…cũng là các lỗi thường gặp trong ép phun. Xem thêm các chia sẻ về kỹ thuật ép phun và tin tức ngành nhựa tại đây
———————————————————-
Hikari Việt Nam – cung cấp tổng thể giải pháp ngành công nghiệp hỗ trợ đặc biệt là ngành ép phun nhựa và khuôn mẫu chính xác
Thông tin liên hệ:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd
——————————————————————
- Hikari Group
- Hotline: 0243 311 3998 / website: www.hikarivn.com
- Fanpage: Hikari Group
- Youtube: https://www.youtube.com/channel/UCzvOyqukFqYwgt8e3-hE4wA
Hikari P&T: Tầng 5, tòa nhà Tomeco – Số 53, đường Nguyễn Xiển, Thanh Xuân, Hà Nội : https://hikarivn.com.vn
Hikari A&E: KCN Lai Xá, Kim Chung, Hoài Đức, Hà Nội (Dịch vụ kỹ thuật): https://hikariae.com
Hikari Tp Hồ Chí Minh: 64E, Đường 27, KP5, Hiệp Bình Chánh, Quận Thủ Đức, TPHCM: https://hikarihcm.com